高速激光熔覆的原理在于通过光束的整形和熔覆头特殊设计实现粉末颗粒在接触基体前达到熔融状态,然后与基材的熔池短暂接触实现冶金结合,实现速度的提升和更好的表面质量。
4KW熔覆参考指标:钴基合金Stellite6,熔覆层厚度0.55mm,效率≥0.9m2/h,稀释率≤3%
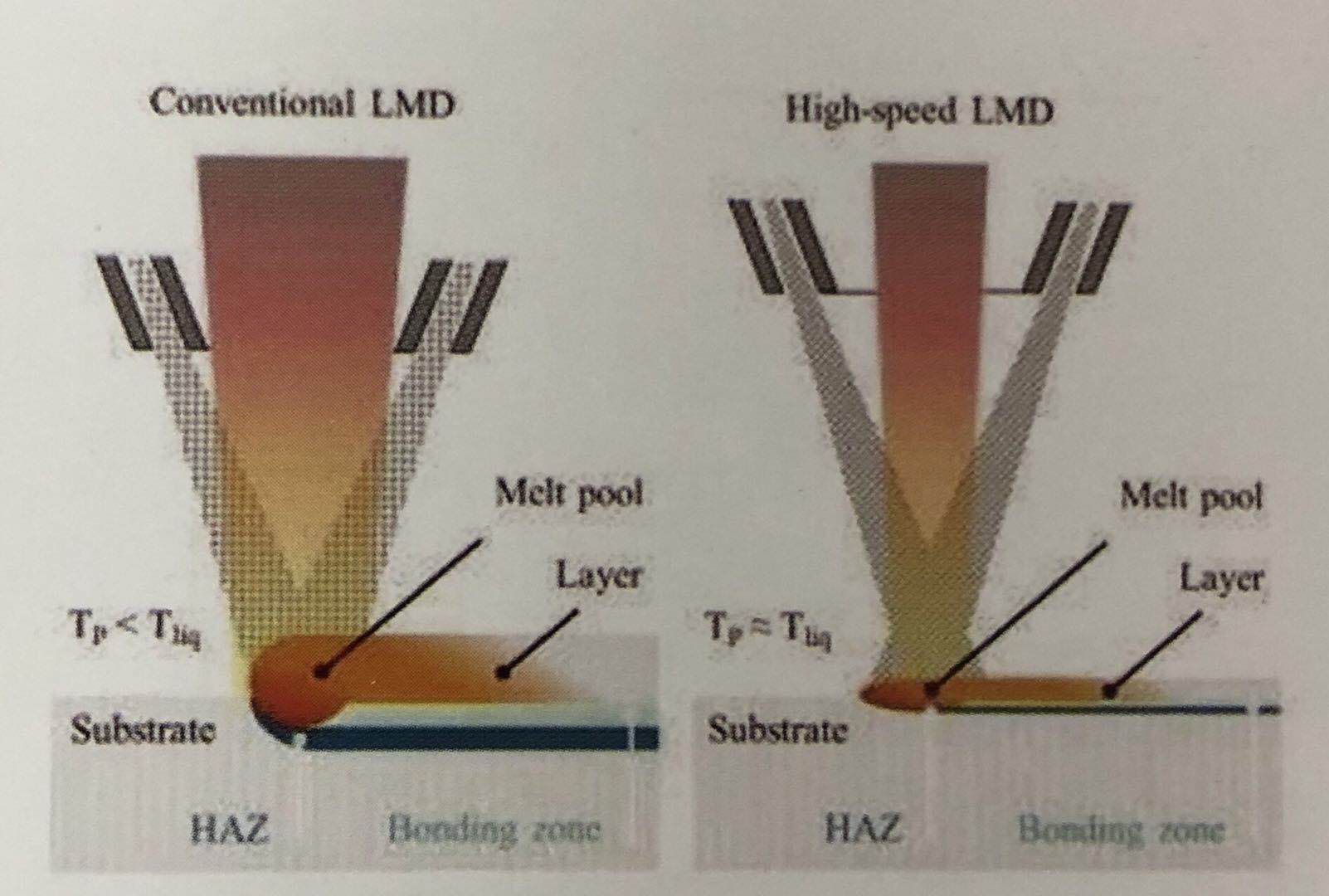
高速激光熔覆的技术特点
熔覆效率是普通熔覆的数倍;
相较于普通熔覆,稀释率更低,热影响区更小,变形量更小与基面形成冶金结合;
相较于普通激光熔覆,表面质量更优,可省去后道车削步骤;
能进行薄层熔覆,熔覆层厚度 0.05-1.0mm;
能进行选区熔覆,材料消耗少;
能量密度集中,冷却速度快;
过程易于实现自动化;
几乎不产生废水和粉尘污染,噪音小。 |